トップ >【工業用】ドライフィルム
【工業用】ドライ潤滑
ドライフィルム 固体潤滑剤配合の乾性潤滑被膜
乾性被膜潤滑剤潤滑コーティング 「ドライフィルム」 が部品摺動面の低摩擦性/耐摩耗性を向上。
- 二硫化モリブデン/PTFE/グラファイトなどの固体潤滑剤を樹脂に配合した乾性被膜潤滑剤。塗料同様、常温または加熱乾燥させて潤滑塗膜を形成。
- 金属、プラスチック、ゴムなど様々な部材に適用可能。
- 初期なじみ性/耐摩耗性/低摩擦性/非粘着性の向上、またオイル等の通常の潤滑剤が対応できない箇所やそれらとの相乗効果を期待する場合に最適。
2. コーティング工程
部品の耐熱性や形状、加工数量などを考慮して、最適なドライフィルム製品と塗布方法で処理します。
▲素材部品

▲脱脂洗浄

▲下地処理(ショットブラスト)

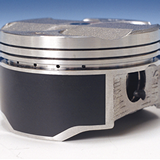
▲コーティング(スプレー)

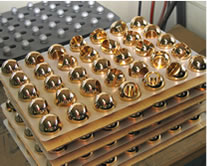
▲塗膜硬化

▲完成品

金属をはじめプラスチック、ゴムに処理可能です。
コーティングの目的、適用する部品の耐熱限界、密着性、形状及び処理数量などを考慮してドライフィルム塗料の選定/下地処理/塗布方法などを検討します。

ドライフィルム塗膜の密着性を高めるため、切削や防錆処理などで付着した部品表面の不純物を除去します。洗浄溶媒としては主に極性溶剤、非極性溶剤、水系溶剤を用います。

部品表面のドライフィルム塗膜の密着面積(表面粗さ)拡大や錆・クラックの除去、濡れ性向上を目的に下地処理を行います。部品やコーティングするドライフィルムの種類などで下地処理も異なります。
- リン酸塩処理
- 金属表面に金属塩の薄膜を形成。汎用的な塗装の下地処理で塗膜破断時の防錆にも優れる。
- ショットブラスト
- 硬質粒子を部品表面に叩き付ける物理的処理。錆やクラックの除去、部品表面の硬度向上も可能。
- アルマイト処理
- 酸化アルミニウム被膜を形成させるアルミニウム専用の処理。
- コロナ放電
- 高エネルギーイオンを部品表面に付着させることで濡れ性を向上。プラスチック・ゴムにも効果あり。

下地処理後、部品を洗浄して乾燥させます。

部品形状や処理数量、ドライフィルムの種類などで塗布方法が異なります。下表は目安です。
| ◎=優れる ○=普通 ×=悪い |
ディッピング | タンブリング | スプレー | 印刷 | ディスペンサー |
|---|---|---|---|---|---|
 |
 |
 |
 |
 |
|
| 解説 | 液槽をつくり、部品を沈めて被覆。 | 部品をかごに入れ回転させ、塗料を馴染ませながら被覆。 | 塗料をミスト化して塗布。 | スクリーン印刷で塗布。 | 定量塗布装置を使用した塗布。 |
| 塗布膜厚 | バラツキが多い | ≦5μm | 5±2μm~30±8μm | 5±2μm~10±3μm | 5μm~100μm |
| マスキング | 不可能 | 不可能 | 必要 | 不要 | 不要 |
| 膜厚精度 | × | ○ | ○ | ◎ | ◎ |
| 塗料ロス の少なさ |
○ | ○ | × | ◎ | ◎ |
| 広い面積 への塗布 |
○ | × | ◎ | × | × |
| 小部品の大量塗布 | ◎ | ◎ | ○ | × | ◎ |

ドライフィルムの種類により硬化温度や時間が異なります。
- 常温硬化
- ドライフィルム塗膜の種類により硬化時間が異なります。
- 加熱硬化
- ドライフィルム塗膜の種類により硬化温度(80℃~250℃)と時間(30分~60分)が異なります。

ドライフィルム塗膜に配合している固体潤滑剤の種類や配合比、その他の組成要因によって色や光沢が異なります。